(Source : Documentation ITVF)
PARTIE
II - LA REALISATION DES TIMBRES-POSTE
2.2. Autres phases de fabrication
2.2.3. Confection des roulettes
2.2.3.1. Les différentes étapes de fabrication
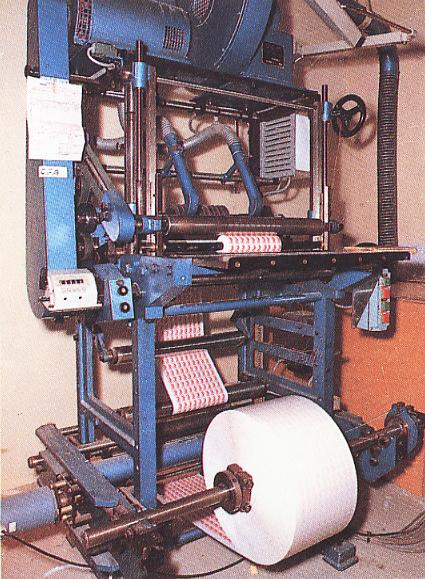
Les principales étapes de fabrication des timbres de roulette sont :
- l’élaboration d’une bobine de 10 timbres en largeur, avec la presse imprimante, par impression des timbres, des bandes phosphorescentes et des numéros au verso.
Les numéros et les inscriptions de service sont apposés par la presse imprimante juste après l’impression de la figurine- le massicotage par la refendeuse, de la bobine initiale et des marges latérales comportant les inscriptions de service.
(Source : Documentation ITVF)
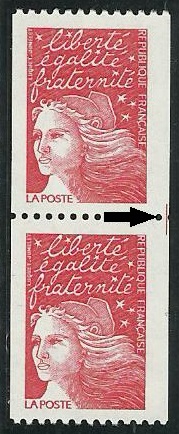
Un repère de refendage est imprimé sur les bobines de roulette tous les 33 timbres (un tour de cylindre). Celui-ci permet de vérifier la découpe des bobines.
(Léger décalage de la découpe laissant apparaître le repère dans son intégralité)
- l’élaboration de la roulette de 500 ou 1000 timbres autour d’un noyau.
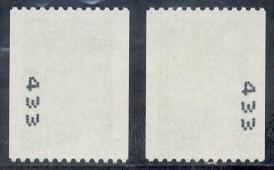
Depuis 1962, un timbre sur dix porte un numéro rouge imprimé au verso, sur la gomme, pour faciliter la comptabilité des bobines de 1000 timbres.
2.2.3.2.1.1. Les numéros rouges tous les 10 timbres avec un timbre dentelé

Timbre
avec une gomme tropicale (GT) et bande au type B
Les timbres non pourvus d'un numéro rouge peuvent être différenciés des timbres de feuille facilement par l'observation de la dentelure.
La dentelure de timbres de roulette est droite car la bobine sans fin est massicotée verticalement au niveau de la dentelure verticale.

(Dentelure d'un timbre de roulette)

(Dentelure d'un timbre de feuille)
Détail
de la dentelure (x200) | |
Timbre
de feuille | Timbre
de roulette |
 |  |
2.2.3.2.1.2. Les numéros rouge
tous les 10 timbres avec un timbre non dentelé
A partir de 1976, les bords verticaux sont non dentelés, les bobines sans fin n'étant perforées qu'horizontalement.
Le premier tirage a une dentelure dite interrompue avec 12 tous. Cette présentation avait l'inconvénient de très mal séparer les timbres au niveau des angles des timbres.

(Dentelure
interrompue dite à 12 trous du 1er tirage du 02.08.76 au 09.08.76)
Timbre avec gomme tropicale (GT) et des bandes au type B

(Dentelure interrompue dite à 12 trous - Tirage du 16.08.76 au 18.08.76)
Timbre avec gomme tropicale (GT) et bande au type B
Dès le 10.08.76, les timbres ont une dentelure dite continue avec 13 trous.

(Dentelure continue dite à 13 trous des tirages à
partir du 10.08.76)
Timbre avec gomme tropicale (GT) et des bandes au type
B
A partir de Mars 1986, les numéros rouges sont imprimés tous les cinq timbres en bobines de 500 timbres.
Le format des chiffres change.

En 1988, un tirage avec une gomme brillante jaunâtre a été
effectué.

En 1988, un tirage avec une gomme brillante jaunâtre a été
effectué.
2.2.3.2.3.
Les numéros noirs sur tous les timbres
A partir du 01.01.2005, les bobines de 500 timbres sont constituées de timbres ayant un numéro noir sur tous les timbres.


Il existe deux définitions d'impression:
- les numéros imprimés en "basse" définition (moins de points)
- les numéros imprimés en "haute" définition (plus de points)

ex: chiffre "3"
- "basse" définition
: 10 points
- "haute" définition : 14 points
![]()