2.2.2.1. Les carnets fermés gommés
PARTIE
II - LA REALISATION DES TIMBRES-POSTE
2.2. Autres phases de fabrication
2.2.2. Confection des carnets gommés
![]()
2.2.2.1.
Les carnets fermés gommés
Il existe plusieurs formats:
Formats
Types de carnet
Confectionneuses
La confectionneuse n°9 n'a confectionné que des carnets de 10 timbres.
Lors de la confection de ces carnets, deux étapes principales nécessitent deux machines:
- les presses pour l’impression des timbres
Pour l'impression des timbres le processus est identique au processus de fabrication des timbres gommés émis en feuille, mais avec une réception en deux bobines.
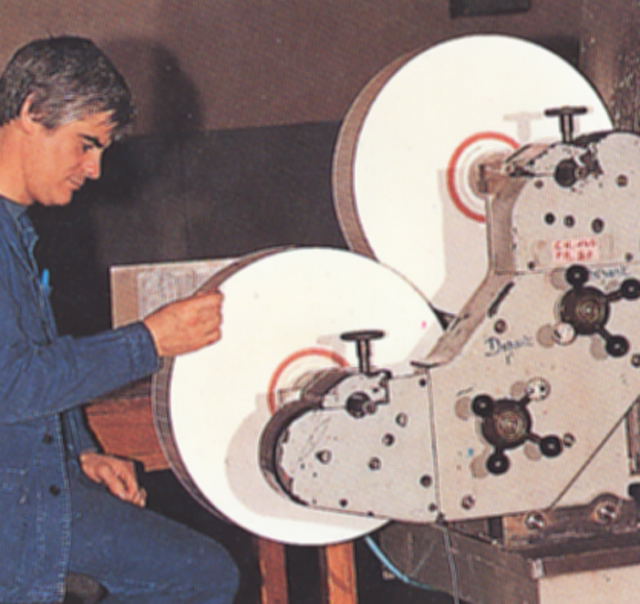
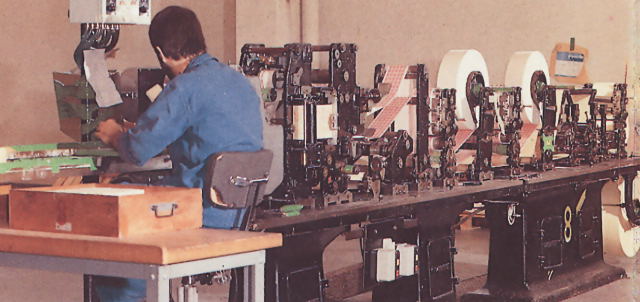
- la confectionneuse pour l'impression de la couverture et la confection des carnets.
Les couvertures sont imprimées en flexographie avec des clichés en caoutchouc et une encre aniline avec deux cylindres :
- un cylindre pour le texte de la couverture d'un diamètre de 41,4 mm pour les carnets de 5 et 10 timbres ou de 82,8 mm pour les carnets de 20 timbres.
- un cylindre pour les indices de collationnement de même diamètre. Un système de bandes sur le cylindre de pression permet un décalage progressif pour obtenir 9 indices sur 260 mm. Le 9e étant plus gros est découpé en deux pour obtenir 10 repères.
Plusieurs confectionneuses ont été utilisées :- Les confectionneuses n°1 et n°2 ont été abandonnées après un dernier essai avec le carnet fermé 0,80FF rouge « Marianne de Béquet » composé de 5 timbres.
- Les confectionneuses n°3 à 8 pouvaient confectionner environ 70000 carnets par jour.
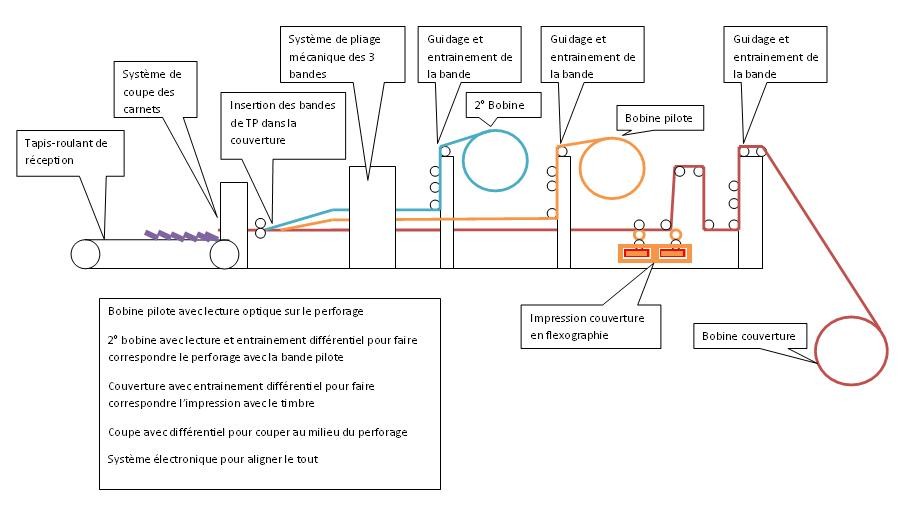
(Schéma détaillé d'une confectionneuse)
La confectionneuse entraîne trois bandes de papier (2 pour les timbres et la couverture) à la même vitesse de défilement pour les faire coïncider lors de la coupe du carnet.
Un système électronique régule par avance ou retard 3 différentiels pour aligner la vitesse de la couverture, la correspondance des deux bandes de timbres et la coupe du carnet à l'emplacement du perforage, après une lecture optique du perforage.
Le collage des carnets se fait par dépose d'une colle industrielle plastique avec une roulette rainurée qui dépose trois filets pour fixer les deux bandes de timbres et la fermeture du carnet.La réception des carnets sur le tapis roulant à la sortie de la machine est assurée par un équipier assis au "recevage" qui ramasse les carnets par 50 et met un élastique autour. Chaque paquet est ensuite mis dans une boite plastique qui est adressée aux bureaux de poste après comptage et enregistrement.
Les indices de collationnement (ou comptage) permettent de voir par un simple coup d'œil s'il en manque un carnet.
(Ensemble de 10 carnets gommé fermés avec les indices de collationnement)

- La confectionneuse n°9, plus récente peut imprimer jusqu'à 100000 carnets par jour avec des bobines de 10 timbres de rang directement refendues sur la machine.
Le collage est effectué avec de la colle thermofusible.
L'impression des couvertures peut être bicolore et l'indice de collationnement est dans le sens de la coupe. La couverture n'est pas pliée mais collée sur les deux côtés.
Les confectionneuses étaient mises au point avec des vignettes imprimées avec des guillochis.
(Carnet fermé daté 4 28. 6.77)
(Vignette imprimée avec des guillochis)
![]()
2.2.2.2.
Les carnets ouverts gommés
Les carnets gommés ouverts nécessitent un assemblage particulier pour allier une couverture imprimée sur une presse typographique et des timbres imprimés sur la presse TD6-4.

La presse typographique, imprimant traditionnellement 22 hauteurs de timbres, est équipée d'un cliché métallique recouvert de plastique et gravé à l'alcool après insolation et monté sur un cylindre aimanté au diamètre adéquat.
Ont été ajoutés un four U.V. pour sécher l'encre à séchage U.V et une roulette centrale de coupe pour obtenir deux bobines sur un enrouleur.La presse TD6-4, imprimant 33 timbres par tour de cylindre, imprime deux bandes sans fin refendues de cinq timbres de rang.
La perforation horizontale des timbres n'est effectué qu'un timbre sur deux, les bandes étant normalement datées et numérotées.Il était difficile d'assembler les couvertures et les timbres sauf à couper le 11e timbre du fait du développement de la TD6-4 (858 mm) différent de celui de la presse typographique (572 mm).
Pour l'assemblage il a donc été développé une machine qui :
- coupait une couverture de cinq carnets plus un blanc correspondant à un timbre soit 26 mm pour obtenir des blocs de cinq carnets (ou 10 hauteurs de timbres) plus un blanc de 26 mm.
Un tour de presse typographique correspondait donc à cinq carnets (10 hauteurs de timbres), un blanc de 26 mm, cinq carnets et (10 hauteurs de timbres) un second blanc de 26 mm soit 22 hauteurs de timbres.
- coupait la bande de timbres en bloc de cinq fois deux timbres avec un perforage sur deux pour couper les carnets à l'emplacement du perforage manquant et obtenir un timbre dentelé trois côtés. La bande de timbres était collée à l'eau par le gommage sur le côté.
Un numéroteur à jet d'encre inscrivait sur le côté le numéro du carnet ouvert.
L'assemblage de 100 feuilles obtenu était relié, comme un livre, par une machine et collé avec une colle chaude plastique avec une couverture rouge puis massicoté en 52 mm de large avec une chute au bas de 26 mm.
![]()
2.2.2.3.
Les carnets fermés gommés pour distributeur STERNER
(Couverture du premier carnet de distributeur de type STERNER)
(Carnet de 10.00FF à composition variable)
(Feuillet supérieur)
(Feuillet inférieur)Comme pour les autres carnets fermés, il y a une étape d’impression des timbres et des vignettes attenantes suite une presse TD6 suivie de la confection proprement dite du carnet par la confectionneuse.


(Bandes issues de feuilles imprimées pour le premier carnet de distributeur de type STERNER)
(Pièces
provenant de la collection de C. BARRET)
![]()
2.2.2.4.
Les carnets gommés de timbres grands formats
Tous les carnets gommés constitués de timbres grands formats sont des carnets ouverts imprimés sans bande phosphorescente et indicateurs de service.
Quatre phases sont nécessaires pour la réalisation des carnets ouverts gommés : l'impression d'une feuille-mère, l'impression du support du carnet, le massicotage à la taille des feuillets puis l'assemblage du carnet ouvert à l'aide d'une confectionneuse.
Ils sont vendus à l'unité.
![]()