(Maquette projet du timbre « Limoges - Haute-Vienne » émis le 26.03.07)
(Dessinateur : E. Catelin)
(Dimensions : 21 cm x 29.7 cm)
(Source : Copyright Coll. L'Adresse Musée de La Poste, Paris / La Poste)
(N° d'inventaire : 2008.57.8)
PARTIE II - LA REALISATION DES TIMBRES-POSTE
2.1. Impression des timbres-poste
2.1.1. Impression des timbres-poste en Taille-Douce
2.1.1.1.
Conception d'un timbre-poste
2.1.1.1.1. Réalisation d'un poinçon original
Plusieurs maquettes sont élaborées par des artistes créateurs et sont proposées suite à des appels d'offre pour la réalisation du programme d'émission annuel de timbres-poste.
Une des maquettes, à la dimension 5 à 6 fois le timbre, est retenue et le mode d'impression est déterminé (taille-douce, héliogravure, offset, offset-taille-douce).
(Maquette
projet du timbre « Limoges - Haute-Vienne » émis le 26.03.07)
(Dessinateur
: E. Catelin)
(Dimensions : 21 cm x 29.7 cm)
(Source : Copyright Coll. L'Adresse
Musée de La Poste, Paris / La Poste)
(N° d'inventaire : 2008.57.8)

(Maquette
projet définitif taille-douce « Limoges - Haute-Vienne » émis
le 26.03.07)
(Dessinateur : E. Catelin)
(Dimensions : 21 cm x 29.7 cm)
(Source
: Copyright Coll. L'Adresse Musée de La Poste, Paris / La Poste)
(N°
d'inventaire : 2008.57.1)
Pour la taille-douce, un négatif aux dimensions exactes du timbre est réalisé par photographie et réduction puis reporté photographiquement (sorte de daguerréotype) à l'envers sur une plaque en acier doux.

(Maquette
projet définitif en noir et blanc destinée à la photo sur
acier du « Limoges - Haute-Vienne » émis le 26.03.07)
(Dessinateur
: E. Catelin)
(Source : Copyright Coll. L'Adresse Musée de La Poste,
Paris / La Poste)
(N° d'inventaire : 2008.57.3)
Désormais après son acceptation, la maquette est reproduite photographiquement sur une plaque d'acier, le poinçon.
La maquette est placée sur le banc photographique et éclairée par des lampes. La tête de prise de vue est ajustée en montant plus ou moins haut pour obtenir le format exact du timbre dont les dimensions sont mesurées et contrôlées sur un verre dépoli.
Un négatif noir et blanc est pris et développé.

(Appareil
de prise de vue)
(Source : Documentation interne ITVF)
Le négatif est positionné dans une boîte à lumière pour avoir une image inversée pour une gravure taille-douce, ou à l'endroit pour une gravure report.
Un dispositif de centrage permet d'avoir l'image au milieu de la plaque. La plaque d'acier doux est sensibilisée et posée sur le négatif, et après une exposition forte de près de 30 secondes, développée et fixée, comme un genre de daguerréotype.

(Boîte
à lumière)
(Source : Documentation interne ITVF)
La plaque est ensuite adressée au graveur pour devenir un poinçon.
Le graveur se sert de cette image pour réaliser le poinçon original en traçant les lignes et en interprétant les différentes valeurs de gris par la gravure en creux au burin. Les tailles sont plus ou moins fines et croisées.

(Poinçon
taille-douce report en acier du timbre « Limoges - Haute-Vienne »
émis le 26.03.07)
(Dessinateur/graveur : E. Catelin)
(Dimensions:
h : 7 cm - L : 7.5 cm, P : 0.7 cm)
(Source : Copyright Coll. L'Adresse Musée
de La Poste, Paris / La Poste)
(N° d'inventaire : 2008.39.2)
(Poinçon
taille-doucedirecte en acier du timbre « Limoges - Haute-Vienne »
émis le 26.03.07)
(Dessinateur/graveur : E. Catelin)
(Dimensions:
h : 7 cm - L : 7.5 cm, P : 0.7 cm)
(Source : Copyright Coll. L'Adresse Musée
de La Poste, Paris / La Poste)
(N° d'inventaire : 2008.39.1)
On appelle « taille-douce » toute gravure en creux exécutée à la main sur métal et destinée à l'impression.
L'impression taille-douce ne date réellement que de 1452. Sans être l'inventeur, Thomas Finiguerra, fut le premier à tirer une épreuve de son travail de gravure sur une plaque d'argent.
Cette première épreuve se trouve au Cabinet des Estampes de la Bibliothèque Nationale et représente « Le Couronnement de la Vierge ».
Il existe différentes techniques de gravure en creux : la gravure au burin, la pointe sèche, l'eau forte, le vernis mou, l'aquatinte, la mezzotinte ou manière noire.
(Poinçon
original de la « Sabine de Gandon » d'après J.L. David)
(Dessinateur/graveur
: P. Gandon)
(Source : Copyright Coll. L'Adresse Musée de La Poste,
Paris / La Poste)
(N° d'inventaire : ITVF 16/84)
Pour les autres timbres utilisant plusieurs couleurs deux poinçons sont à graver, un poinçon taille-douce report et un poinçon taille-douce directe.
Pour les timbres d'usage courant, de ce poinçon type, sont réalisés des poinçons secondaires pour chaque nouvelle valeur émise.
![]()
2.1.1.1.2. Fabrication
des cylindres
2.1.1.1.2.1. Transfert traditionnel avec la molette (TDL)
Le poinçon est durci par chauffage à 850°C dans un four avec du cyanure de sodium pendant 3 heures (cémentation) puis refroidissement dans de l’eau activée pour durcir (trempage).

(Cémentation)
(Source
: Copyright Coll. L'Adresse Musée de La Poste, Paris / La Poste)
(Transfert
du poinçon du four au bac de trempage)
(Source : Copyright Coll. L'Adresse
Musée de La Poste, Paris / La Poste)

(Trempage)
(Source
: Copyright Coll. L'Adresse Musée de La Poste, Paris / La Poste)
Une fois le poinçon durci, celui-ci est transféré mécaniquement sur un cylindre en acier doux dénommé molette par pression mécanique progressive (pression de 5 à 6 tonnes).
La reproduction mécanique du poinçon a subi plusieurs évolutions au fil des ans.
Le poinçon, après cémentation, était reproduit par pression sur une molette en acier doux.
Cette molette cylindrique avait sa génératrice droite, et par pression sur le poinçon, restait droite.

(Transfert
du poinçon sur la molette)
(Source : Copyright Coll. L'Adresse Musée
de La Poste, Paris / La Poste)
![]()
(Détail
du transfert de la molette)
(Source : Copyright Coll. L'Adresse Musée
de La Poste, Paris / La Poste)
2.1.1.1.2.1.1. Transfert
de la molette avec une presse à transfert "quatre colonnes"
La production du cylindre cliché utilisable sur la presse taille-douce était réalisée sur une presse à transfert appelée "quatre colonnes" de par sa forme.
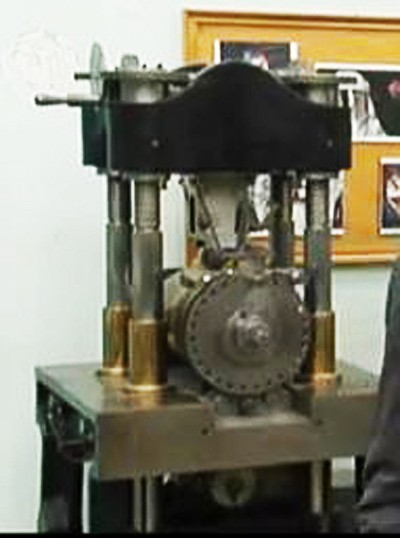
Le cylindre porte-clichés était recouvert par trois coquilles de laiton vissées (une coquille par feuille). L'empreinte du timbre sur la molette était obtenue par une pression progressive sur un levier avec le pied et un mouvement de va-et-vient d'un volant tourné à la main. Il fallait deux agents.
Préalablement à la réalisation des coquilles des essais étaient réalisés sur une coquille "martyre" pour obtenir les bons réglages de la pression et de la position de la gravure.
Le transfert des timbres, un par un, était par la suite réalisé sur la circonférence des trois coquilles rangée après rangée.
Pour avoir l'alignement, la position étant donnée par un "plateau diviseur" positionné sur le coté du cylindre et qui était changé en fonction de la taille du timbre.
Cependant par la pénétration de l'acier dans le laiton, malléable, le déplacement du métal laissait autour de chaque transfert un bourrelet. Il fallait pour enlever ce bourrelet et obtenir une surface plane et régulière pour un essuyage parfait autour des timbres "gratter" avec un grattoir, polir avec une pierre "d'Ecosse" abrasive, et "brunir" avec un brunissoir en acier poli.

(Polissage
à l'aide d'un brunissoir)
(Source : Documentation ITVF)
Une fois réalisées les trois coquilles étaient marquées d'un signe distinctif :
- un trait pour la coquille n°1,
- deux traits pour la coquille n°2
- rien pour la coquille n°3.
Les coquilles chromées par galvanoplastie (1/100me de millimètre) étaient ensuite vissées une par une sur le cylindre porte-clichés de la presse taille-douce dans leur ordre original.
(Chromage
de la coquille)
(Source : Documentation ITVF)
Il fallait les aligner les unes par rapport aux autres dans le sens de la rotation avec un trusquin fixé sur le bâti de la machine pour que les rouleaux toucheurs découpés très précisément, ne correspondant qu'à une feuille, puissent encrer de façon identique et au même endroit tous les timbres des trois feuilles.
2.1.1.1.2.1.2. Transfert de la molette avec
une presse à transfert motorisée
Une nouvelle presse motorisée pour le transfert de la molette a été utilisée. Elle est basée sur un va-et-vient motorisé s'inclinant de gauche à droite utilise une molette dont la génératrice est légèrement courbe.
Cette courbure permet d'obtenir par le balancement de la molette, une gravure sur une virole (trois feuilles sans interruption).
Avec cette technique les bourrelets de métal sont pratiquement inexistants évitant ainsi le grattage entre chaque timbre et l'opération manuelle d'alignement des coquilles est supprimée.
Les viroles ne laissent pas de trace de séparation des coquilles sur les bas de feuilles.A la suite de ce transfert la figure gravée apparaît à l'endroit et en relief. Comme le poinçon, la molette est durcie par cémentation et trempage.

(Molette
avec motif à l'endroit et en relief)
(Source : Livre « Le timbre-poste
français - Impressions Expressions » édité par La Poste)
Une des dernières opérations consiste à transférer mécaniquement la molette avec valeur faciale sur un cylindre creux recouvert de cuivre, la virole.
Avec ce nouveau transfert la figurine est de nouveau à l'envers et avec des creux.
![]()
(Transfert
de la molette sur la virole)
(Source : Copyright Coll. L'Adresse Musée
de La Poste, Paris / La Poste)
![]()
(Détail
du transfert de la molette sur la virole)
(Source : Copyright Coll. L'Adresse
Musée de La Poste, Paris / La Poste)
La molette est pressée autant de fois que l'on souhaite imprimer de timbres par tour de cylindre à savoir par exemple :
- 300 fois sur une presse TD6 pour les 3 feuilles gommées de 100 timbres
- 800 fois sur une presse RGR-1 pour les 8 feuilles gommées de 100 timbres.
Ensuite sur la surface de la virole est recouverte d'une couche de chrome en la plongeant dans un bain électrolytique pendant 3 heures pour éviter une abrasion trop rapide, un meilleur encrage et un meilleur essuyage de la virole lors de son utilisation.Enfin, des rouleaux encreurs sont découpés. Le cylindre gravé de la virole est touché par des rouleaux encreurs lors de l'impression (un par couleur).
Ces rouleaux encreurs en matière synthétique sont découpés au préalable à la main ou au laser, afin de ne laisser en relief que les parties du timbre concernées par leur couleur respective.

(Découpe
à la main du rouleau encreur)
(Source : Copyright Coll. L'Adresse Musée
de La Poste, Paris / La Poste)

(Détail
de la découpe à la main du rouleau encreur)
(Source : Copyright
Coll. L'Adresse Musée de La Poste, Paris / La Poste)
Les dernières émissions avec un transfert traditionnel avec la molette sont :
- pour les timbres commémoratifs, le timbre « La Roque-Gageac » émis le 25.07.05 et imprimé sur le presse TD6-1

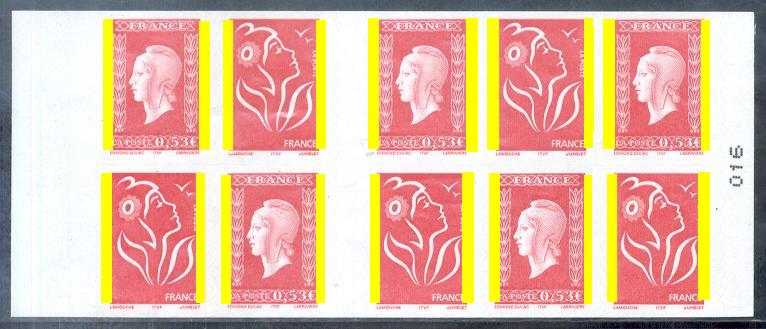
- pour les timbres d'usage courant, le carnet autocollant mixte « Marianne des Français - Marianne de Dulac » imprimé les 14 et 17/10/05 sur la presse RGR-2.
2.1.1.1.2.2. Transfert par gravure électromécanique (GEM)
Une nouvelle technique de transfert sur la virole a été développée sur les derniers tirages « Marianne du Bicentenaire », il s'agit de la gravure électromécanique (GEM).
Cette nouvelle technique moins coûteuse et plus écologique consiste à transférer la gravure du poinçon, numérisée, par gravure à l'aide d'une tête de diamant qui percute le métal.
En effet comme le précise F. Hery, la réduction du nombre d’étapes « supprime ainsi les acides ammoniaqués, nécessaires au traitement du cuivre, dans le transfert traditionnel. Ces produits dangereux et polluants seront d’ailleurs bientôt interdits ».
De plus, « le transfert électromécanique se fait en une journée au lieu de quinze jours pour le traditionnel », ajoute le directeur de l’ITVF.Le poinçon du graveur validé, dans un premier temps, les tailles sont remplies avec de l'encre blanche et une photographie numérique en négatif est effectuée.
Des retouches peuvent être effectuées directement sur le fichier numérique en collaboration avec le graveur.Une fois le fichier numérique validé un nouveau fichier numérique dit de « mise en page » est élaboré pour :
- positionner les timbres
- mentionner les BOBST, les repères et inscriptions marginales pour les viroles TD6 et les RE pour les viroles RGR.Après des essais sur une virole d'essais, pour obtenir une gravure identique au poinçon original, la virole est placée sur le banc de gravure (GAO).
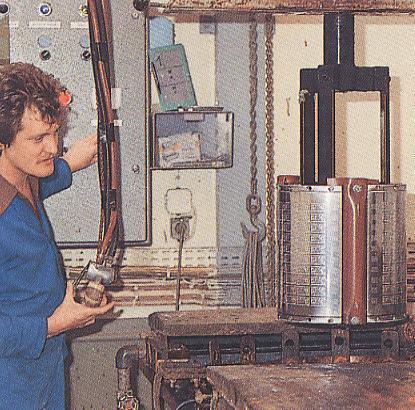
La vitesse de rotation est variable en fonction de la surface à graver et la durée peut varier de 4 à 20 heures. La gravure est contrôlée et mesurée sur toute sa surface.

(Virole
d'essai de TD6 montée sur la machine à graver)
(Source : Documentation
interne ITVF)
La gravure des cylindres, à l'aide d'une tête de diamant qui percute le métal, est effectuée sur une machine HELL HelioKlischogragh SP 500 qui est venue en remplacement d'une machine OHIO.

(Machine
OHIO)
(Source : Documentation interne ITVF)
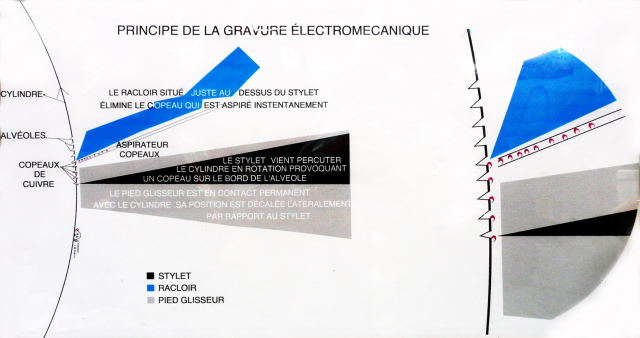
(Principe
de la gravure électronique)
(Source : Documentation interne ITVF)
Cette dernière étape avant le chromage des cylindres utilise le fichier numérique de « mise en page ».
La virole, cylindre creux en acier, est recouverte d'une épaisseur de cuivre de 0,4 mm et chromé après gravure.
Le cuivre est déposé par électrolyse dans un bain de sulfate de cuivre où le cylindre est plongé et tourné, jusqu'à obtention d'une épaisseur suffisante, pendant environ 2 heures.
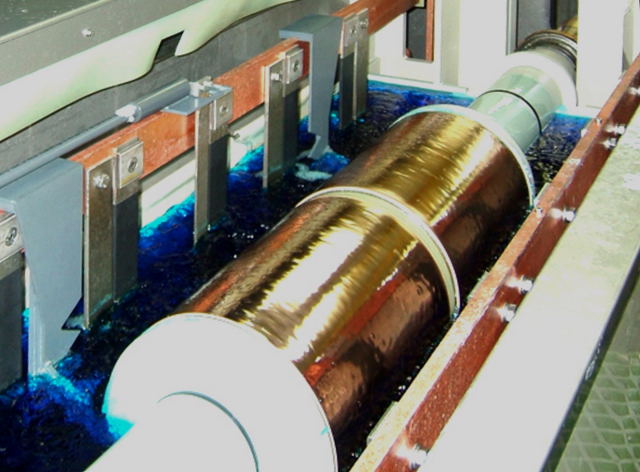
(Cuivrage
de deux viroles de TD6)
(Source : Documentation interne ITVF)
La surface de cuivre n'étant pas régulière, la virole est usinée par tournage pour obtenir une surface lisse et polie et un diamètre utilisable (273 mm +/- 0,2).

(Usinage
de la virole)
(Source : Documentation interne ITVF)
Cette technique GEM supprime donc l'étape de la confection de la molette.
Les premières émissions concernées sont les 2.70FF vert, 3.80FF bleu et le 4.50FF rose « Marianne du Bicentenaire » émis le 18.03.96 et le carnet autocollant DAB constitué de 20 timbres TVP rouge « Marianne du Bicentenaire » émis pendant l'été 1996.
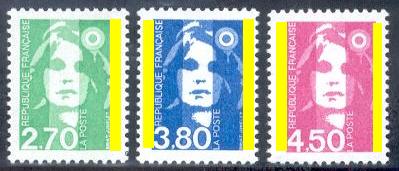
(Emission
du 18.03.96 en feuille de 100 timbres)
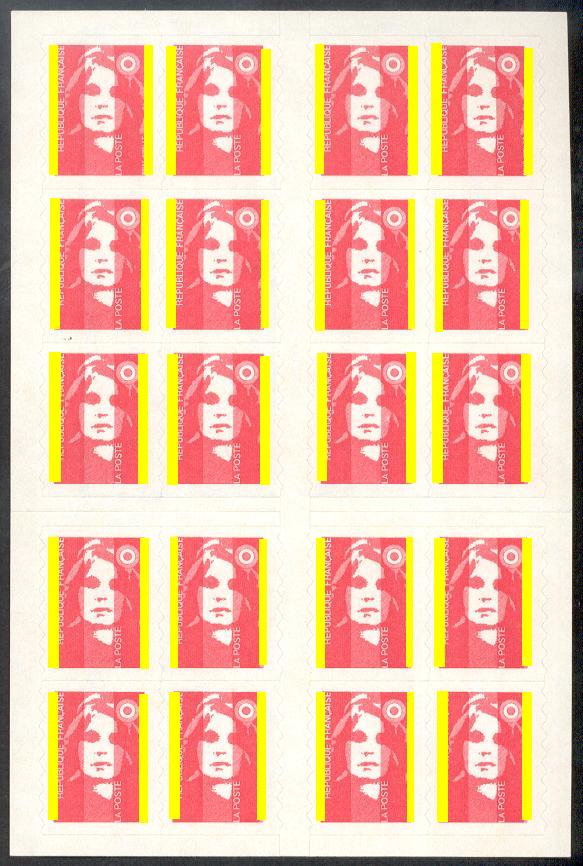
(Carnet
autocollant DAB de 20 timbres TVP rouge « Marianne du Bicentenaire »)
La généralisation de ce procédé s'est effectuée sur les presses TD6 de 1997 à 2001 au fur et à mesure des remplacements des viroles.
La mise en place sur les presses RGR a eu lieu plus tard, en Octobre 1999 pour la presse RGR-2 et en Octobre 2001 pour la presse RGR-1 lors du dernier tirage du 2.70FF vert « Marianne du 14 Juillet ».
2.1.1.1.2.3.
Transfert par gravure galvanique par électrolyse (GGE)
Avec l'achat de la nouvelle presse EPIKOS (TD215), la technique de la gravure galvanique par électrolyse (GGE) a été développée.
Il est utilisé désormais une plaque en remplacement des viroles, qui est pincée sur le cylindre d'impression.
2.1.1.1.2.3.1. Création d'un film position transparent
Après acceptation de la gravure du poinçon, il faut procéder à sa multiplication.
Il n'y a plus de molette intermédiaire cémentée pour la multiplication des timbres. Pour obtenir une feuille entière, le poinçon est photographié et numérisé.

(Appareil
pour photographier les poinçons)
(Source : Documentation interne ITVF)
L'image numérique du timbre gravé obtenue est :
- retravaillée en PAO avec des logiciels de retouche photographique (Photoshop, Andromeda Screens Filter, Adobe et autres),
- multipliée pour obtenir l'imposition demandée pour la commande, avec les repères, les textes, etc. et avoir un film qui servira à la fabrication de la plaque de tirage.
2.1.1.1.2.3.2. Réalisation d'une plaque polymère
Ensuite, une plaque de polyvinyle sera insolée et gravée en creux, à l'envers, à une profondeur comprise entre 60 et 70 microns.
Cette plaque sera séchée, insolée à nouveau pour la durcir, collée sur une plaque de plexiglas pour la rigidifier, dégraissée, argentée au pistolet et placée dans un bain de cuivrage environ 40 heures pour obtenir par électrolyse une matrice en cuivre d'environ 1,5 mm d'épaisseur avec la gravure en relief et à l'endroit. Cette matrice sera retouchée pour éliminer les défauts éventuels et poncée.
(Matrice
de cuivre avec l'argenture du bloc-feuillet gommé « Les Moulins »)
(Source
: Documentation interne ITVF)
(Détail
de la matrice de cuivre avec l'argenture du bloc-feuillet gommé «
Les Moulins »)
(Source : Documentation interne ITVF)
Elle servira à faire la plaque de tirage en la plaçant dans un bain électrolytique de nickel pendant environ 18 heures.
La plaque de nickel, gravure en creux et à l'envers, sera aplanie et rectifiée au verso pour obtenir une épaisseur de 0,7 mm, coupée au format pour la machine et chromée (7 à 8 microns).La plaque sera par la suite montée et serrée dans les mâchoires du cylindre cliché.
2.1.1.1.2.4.
Transfert par gravure par clicherie au laser (GCL)
Tous les timbres commémoratifs, imprimés depuis le « 89ème Congrès de la FFAP - Paris – Place des Vosges » émis le 23 mai 2016, ont eu la gravure de leur poinçon de service transférée sur leur cylindre d’impression à l’aide de la clicherie au laser.
La gravure par clicherie au laser est apparue sur les timbres d'usage courant lors de l'émission de la « Marianne l'Engagée ».
Préalablement le poinçon est scanné avec un scanner ALICONA 3D générant un fichier informatique de 6000 ppi.
(Source : Documentation ALICONA)
Des retouches et des ajouts avec un logiciel graphique peuvent être effectués directement sur un fichier avant le transfert sur le cylindre d’impression.
Un laser DIGILAS, installé depuis 2016, transfert la gravure (fichier numérique) sur le cylindre d’impression. Par la suite les impuretés du cylindre sont éliminées par électrolyse avant que celui-ci soit chromé.
![]()
