(Rotative typographique Chambon n°406)
(Source : Documentation ITVF)
PARTIE II - LA REALISATION DES TIMBRES-POSTE
2.3. Différentes presses utilisées depuis 1970
2.3.6.
Les presses typographiques
Les diamètres des cylindres (impression et manchons) doivent probablement être identiques quelque soit la présentation.
2.3.6.1.
Timbres d'usage courant de feuille sur presse typographique rotative
2.3.6.1.1.
Généralités et galvanos d'une presse typographique rotative
L'impression se fait en continu sur du papier gommé en bobines.
(Rotative
typographique Chambon n°406)
(Source : Documentation ITVF)
Chaque cylindre d'impression est composé de 4 galvanos de service de 50 empreintes issus d'un galvano type, soit 2 feuilles de 100 TP constituées de 2 galvanos.
Le galvano type est constitué de 50 empreintes avec des bandes supérieures et inférieures et interpanneau. Deux copies du galvano "type" sont nécessaires pour réaliser une feuille.
La première feuille de 100 TP est imprimée avec les galvanos n°1 et n°2, la seconde feuille avec les galvanos n°3 et n°4.

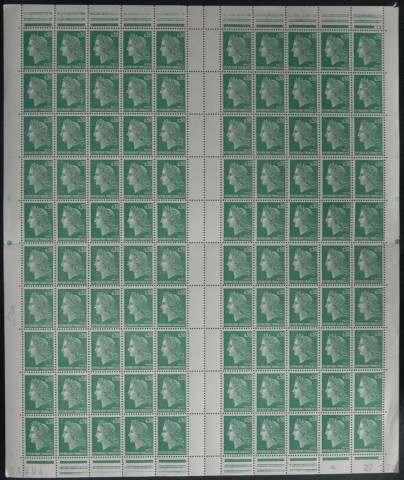
(Feuilles
n° 54303 et 54304 imprimées sur la presse n°4 le 27.02.70)
(0.30FF
vert « Marianne de Cheffer » avec une bande phosphorescente à
droite)
Caractéristique des galvanos:
- |
Feuille
n°1 (n° 54303) |
Feuille
n°2 (n° 54304) |
||
Premier
galvano (Haut de feuille) |
Second
galvano (Bas de feuille) |
Troisième
galvano (Haut de feuille) |
Quatrième
galvano (Bas de feuille) |
|
Galvanos |
 |
 |
 |
 |
Peu de timbres avec des bandes phosphorescentes ont été imprimés sur des presses typographiques.
Seules quelques « Marianne de Cheffer », « Marianne de Béquet » et le blason « 0.10FF Troyes » sont concernés.
En effet, l'impression en typographie des timbres d'usage courant a été abandonnée à partir de la « Sabine de Gandon » à cause:
- du faible rendement des presses typographiques,
- du coût de maintenance (courte durée de vie des galvanos, anomalies d'impressions,...).
2.3.6.1.2.
Entrainement de la rotative typographique
Les rotatives typographique étaient constituées de 2, 3 ou 4 blocs d'impression avec deux types d'entrainement :
- entrainement électrique avec moteur par à-coup et continu
- entrainement électrique continu avec embrayage à friction pour faire tourner la machine. La roto typo 408 était de ce type avec 4 blocs d'impression.
2.3.6.1.3. Différents éléments de la rotative typographique dans l'ordre
de déroulement
- le porte-bobine qui supporte la bobine de papier
- le bloc du cylindre d'appel (entrainement) du papier au développement correspondant au format de la feuille de timbres (22 fois 20x24 ou 20x26 mm) comprenant trois cylindres :
* celui du haut est libre
* celui du milieu est entrainé
* celui du bas est en contact et par pression, "appelle" la dimension de papier.
Le réglage de la pression est obtenu par des tiges filetées qui appuient sur des ressorts.
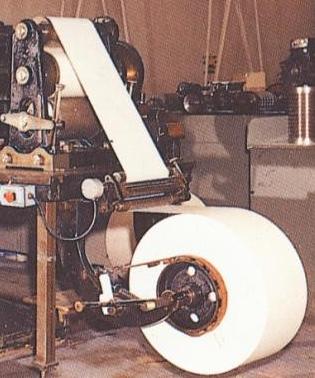
(Porte-bobine
et bloc du cylindre d'appel)
(Source : Documentation ITVF)
- les quatre blocs d'impression. Le nombre de blocs d'impression peut varier.
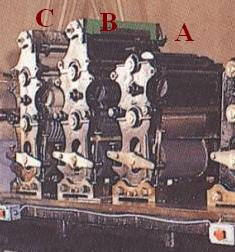
(Exemple
avec tois blocs d'impression)
(Source : Documentation ITVF)
A
: Bloc d'impression imprimant les date, numéro de feuille et numéro
de presse
B : Bloc d'impression imprimant le timbre-poste
C : Bloc d'impresion
imprimant les bandes phosphorescentes
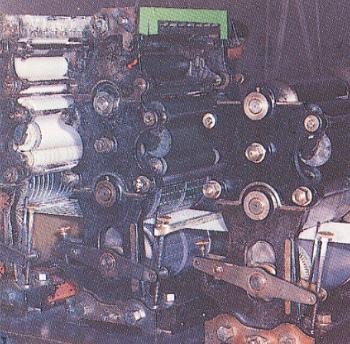
(Détail
du bloc d'impression du timbre-poste)
(Source : Documentation ITVF)
- le bloc de perforage et un deuxième cylindre d'appel.

(Source
: Documentation ITVF)
- le système de coupe et de sortie des feuilles.

(Source
: Documentation ITVF)
La découpe est rotative avec une lame en biais qui coupe le papier par pression sur une partie métallique, sans arrêter le papier
(Sur d'autres machines, une lame d'acier coupe le papier avec un mouvement alternatif (monte et descend). Des "doigts" bloquent et arrêtent le papier pendant la coupe).
Les feuilles sortent et s'empilent sur un "tapis" de deux bandes métalliques avec compartiments qui se décalent toutes les cent feuilles où elles sont ramassées et rangées sur la pile pour obtenir un paquet de mille feuilles de timbres qui seront sanglées entre deux cartons.
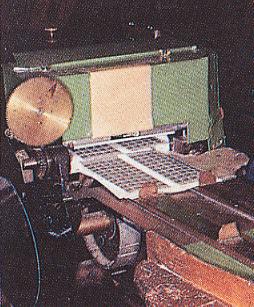
(Source : Documentation ITVF)
2.3.6.1.4. Mise en route d'une rotative typographique
2.3.6.1.4.1.
Changement des cylindres d'appel
Si le format des timbres est différent (ex : « Blason de Troyes » au format 20x24 au lieu d'une « Marianne » au format 20x26) un changement des cylindres d'appel doit être opéré au diamètre correspondant.
Sur le côté des blocs, une "flasque" (un montant) est démonté et retiré laissant libre d'accès les axes supports de cylindre pour enfiler deux cylindres de circonférence égale à la longueur de deux feuilles. Celui du bas est libre, mais celui du milieu est entrainé par un téton sur le côté du cylindre.
Après le changement des cylindres la "flasque" est remise et resserrée.
2.3.6.1.4.2. Réglage de la pression d'entrainement
La pression d'entrainement est réglée en tournant les deux tiges filetées qui appuient sur les ressorts.
Dans un premier temps sont placées deux bandes de papier de chaque côté et il est effectué un réglage jusqu'à ce que les bandes soient juste pincées et puissent glisser de façon égale entre les cylindres. Il faut alors ajouter 7 tours de vis.
La tension doit être égale des deux côtés pour que la bande se déroule droite. Une tension inégale occasionnerait une casse de la bobine.
Dans un second temps, il est procédé de la même façon au réglage du second cylindre d'appel avant la sortie.
Suite à ces réglages la bande de papier se trouve tendue et bien horizontale entre les deux cylindres.
2.3.6.1.4.3. Réglage du freinage
La bobine de papier est montée sur un axe reposant sur le porte-bobine et comportant un disque de freinage.
Le freinage est obtenu par une courroie de cuir avec des patins de bois qui entourent le disque.
La courroie qui est tendue par un ressort et une tige filetée commandée par une manivelle placée près de la réception des feuilles.
La force de freinage sur une bobine entière doit être plus forte que sur une bobine en fin de bande. Il faudra donc desserrer le frein au fur et à mesure de son déroulement.
2.3.6.1.4.4. Positionnement du papier
Le papier passe d'abord dans le brise-gomme pour le redresser, et l'empêcher de rouler à la sortie de la machine, avant de le passer par-dessus le premier cylindre, celui d'en haut, libre, avant les cylindres d'appel.
2.3.6.1.4.5. Changement des clichés
Chaque couleur a son cliché et sa mise en train correspondante sur son cylindre de pression déjà préparé par le service des "Mises".
Pour accéder aux axes les flasques sont démontés avant changement des cylindres et remontage des flasques.
Le cylindre cliché est entrainé sur son axe par un téton pénétrant sur le côté.
Le cylindre de pression est entrainé à son tour par un engrenage fixé sur le côté. On serre les tiges filetées et fait correspondre les repères inscrits sur les couronnes des deux cylindres.
Il faut positionner le cliché de une (celui qui a un point marqué au pointeau sur la bande en dessous du timbre de la 10ème rangée) juste au dessus du numéro impair.Pour faire tourner et mettre en place le cliché, il faut :
- faire tourner le cliché par rapport à la couronne d'entrainement. Cette couronne en bronze, avec des engrenages à 45° pour transformer le mouvement longitudinal de l'arbre de transmission en mouvement rotatif dans le sens de l'impression, est pourvue de lumières pour fixer les cylindres avec de grosses vis.
- dévisser, positionner le cylindre, après avoir pris la précaution de mettre en position centrale le dispositif qui permettra de faire un " mouvement ", petit ajustage de position d'un dixième ou deux, et revisser le tout.Cette opération est effectuée pour les trois couleurs et le cylindre numéroteur.
2.3.6.1.4.6. Gestion des numéroteurs et dateurs
Les chiffres des numéroteurs pairs et impairs (puisqu'il y a deux feuilles imprimées par tour) doivent être changés pour qu'il y ait continuité dans la numérotation du tirage précédent.
Une molette crantée est utilisée pour faire tourner le numéroteur à chaque tour de cylindre, jusqu'au numéro correct.
Le numéro 01 doit être synchronisé avec le décalage de la centaine de feuilles sur le tapis de réception.
Le numéro de machine ne change pas, seules les dates doivent être modifiées.
2.3.6.1.4.7. Changement de perforage
Le service "Mécanique" intervient pour changer le bloc de perforage et effectuer les réglages. Le bloc de perforage est différent en fonction du format.
2.3.6.1.4.8. Encrage des blocs d'impression
Chaque bloc d'impression doit être équipé de tout son matériel d'encrage.
Le système d'encrage composé d'éléments métalliques intercalés de rouleaux en polyuréthane se décompose comme suit en commençant par le haut :
- d'un élément comportant l'encrier avec un "ducteur" métallique. C'est un cylindre tournant contre une lame d'acier, équipé de vis de réglage qui appuie plus ou moins sur ce cylindre, et qui laisse passer un film d'encre,
- d'un preneur, rouleau qui viendra "prendre" l'encre juste nécessaire à l'impression de deux feuilles, et la déposer sur une petite table métallique qui vient reposer sur deux rouleaux qui vont transférer l'encre à l'élément suivant.
Cet élément de distribution avec une grosse table métallique est entrainé par engrenage et animée d'un mouvement de va-et-vient latéral.
- de rouleaux qui touchent à leur tour des tables de distribution métalliques, une de chaque côté, pour égaliser et répartir l'encre de manière uniforme
- de tables qui alimentent les quatre rouleaux "toucheurs" qui vont encrer la surface des clichés.
Les rouleaux en polyuréthane, matière souple et "amoureuse" de l'encre, avec le temps se ramollissent et finissent par "couler" en matière visqueuse.
Il faut donc les remplacer régulièrement par des rouleaux neufs qui sont toujours trop longs et qu'il faut ajuster.
Les rouleaux toucheurs sont équipés de galets, de même diamètre que le rouleau, fixés sur l'axe, roulant sur les bandes de roulement situées de chaque côté du cylindre cliché et à la hauteur de la surface imprimante.
Ces galets, de différents diamètres (46, 46,5, 47, 47,5, 48 mm et plus), empêchent les rouleaux de "plonger", c'est-à-dire d'encrer les parties inférieures du cliché, et permettent d'avoir un encrage correct de la " forme ".
Les
éléments d'encrage équipés sont posés les uns
sur les autres sur le bloc des cylindres clichés, chacun avec sa couleur
d'encre dans l'encrier.
Les rouleaux ont été encrés à
la main au contact du ducteur pour accélérer la répartition
de l'encre dans le bloc.
2.3.6.1.4.9. Mise en route de la presse
Les éléments mis en place, le papier est tendu et la machine mise en route.
2.3.6.1.4.9.1. Mise en pression des blocs
Après vérification de la tension du papier et de la régularisation de l'encrage la mise en pression des blocs est effectuée progressivement.
A la première centaine, il est vérifié que :
- le numéro 01 est bien au-dessus au décalage du tapis, à défaut un ajustement sera effectué
- le perforage est correctement placé par rapport à la coupe et au milieu de la feuille, à défaut est opéré un ajustement de la position par un réglage latéral et un réglage des vis sur la couronne d'entrainement.
2.3.6.1.4.9.2. Alignement des couleurs
A la suite de la mise en pression des blocs est opéré l'alignement des couleurs.
2.3.6.1.4.9.2.1. Alignement latéral des couleurs
Les couleurs sont alignées latéralement. Le cadre est préalablement aligné par rapport au perforage. Les autres couleurs sont par la suite alignées, bloc par bloc, avec une manivelle qui agit sur le déplacement du bloc sur le bâti de la machine, par rapport au cadre.
2.3.6.1.4.9.2.2. Alignement vertical des couleurs
En dévissant les vis sur la couronne d'entrainement, un repositionnement approximatif par rapport au perforage est possible en tournant le cliché du cadre et le positionner approximativement par rapport au perforage.
Un réglage plus fin sera effectué avec une " clé à mouvement " qui agit sur un dispositif tournant le cylindre de quelques dixièmes de millimètres.
Les couleurs sont ajustées une à une par rapport au cadre du timbre.
2.3.6.1.4.9.2.3. "Registre" du service "Galvano"
Pour finaliser l'ajustement des couleurs le "Galvano" fait le "registre".
Pour chaque couleur et pour chaque bande de timbres des deux feuilles au tour, il est effectué une vérification et ajustement de la position en déplaçant la bande de cliché fixée par des vis.
La bande de cliché galvanique doublée en plomb, métal malléable, peut en tapant sur son côté se déplacer dans le sens voulu par rapport au trou de la vis qui la maintient sur le cylindre.
Tous les déplacements nécessaires seront faits ainsi jusqu'à obtenir un repérage des couleurs satisfaisant.
L'ajustage final des couleurs est validé par le chef de service.
2.3.6.1.4.9.3. Réglage des encriers
Chaque couleur est réglée en serrant ou desserrant les vis de réglage qui appuient sur la lame de l'encrier pour :
- avoir une épaisseur d'encre suffisante sur le ducteur
- obtenir un encrage uniforme et régulier
- régler la durée du contact du preneur pour obtenir la quantité d'encre nécessaire et une couleur identique à la feuille modèle.
2.3.6.1.10.
Tirage proprement dit
Les réglages effectués sur les couleurs et le perforage, le "Bon à rouler" est signé pour débuter le tirage.
Toutes les feuilles avant la feuille signée seront retirées et détruites.
Les feuilles fautées seront séparées et indiquées sur la fiche suiveuse de chaque paquet de 1000 feuilles avant être détruites.
Les feuilles fautées résultent :
- des opérations de début et de fin de journée. La presse est vidée des feuilles imprimées pour ne laisser que des blanches)
- des changements de bobine
- des casses de la bande de papier.Les feuilles fautées suite à des incidents mineurs (arrêts pour essuyage des "pétouilles", anneaux de lune résultant des picots enlevés par le perforage se collant sur la "forme" et, par la différence de pression, provoquant le phénomène) sont remplacées par les feuilles de la "valise" (paquet de 200 feuilles comptées et vérifiées par le service "Vérification").
Le numéro de la feuille est remplacé avec un numéroteur tampon à main qui bande en même temps l'ancien numéro.
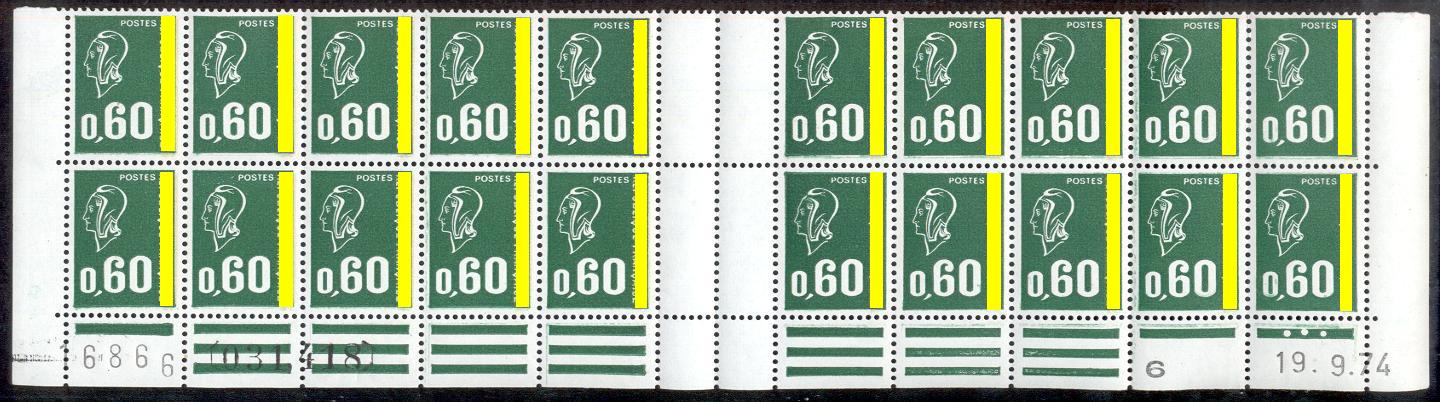
(Feulle 031418 en remplacement de la feuille 16866)
Chaque soir la production journalière est expédiée. Le lendemain, après séchage de l'encre, la production sera comptée et vérifiée par les vérificatrices.
Le "cocher", responsable de la machine, s'informera de la quantité de bonnes produites, pour savoir la quantité restant à imprimer jusqu'à la fin du tirage.
![]()
2.3.6.2.
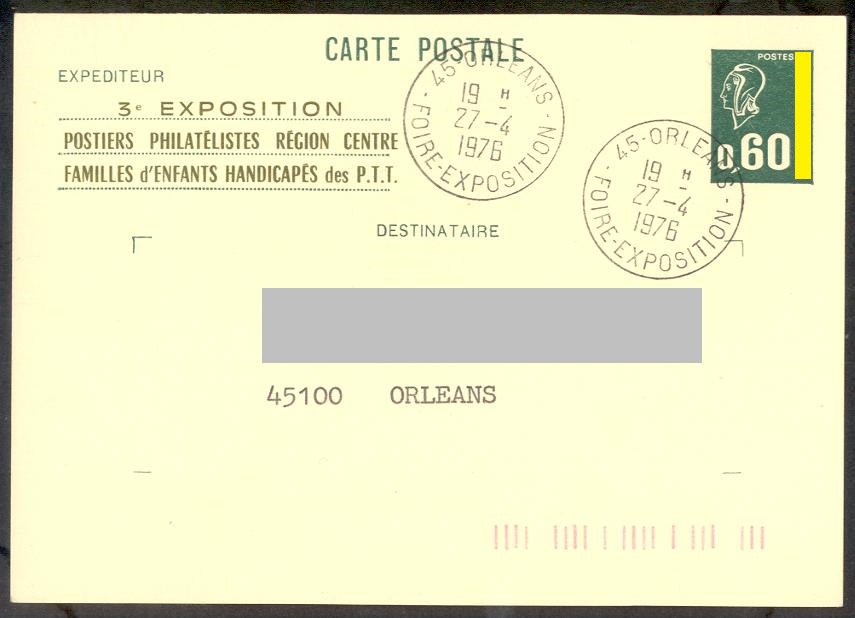
Cartes postales sur presse typographique rotative
Les cartes postales (entiers postaux) « Marianne de Béquet » ont été imprimées en typographie sur des rotatives Chambon.
Huit cartes postales sont imprimées par tour de cylindre en deux nappes.
![]()
2.3.6.3. Timbres d'usage courant de
feuille sur presse typographique à plat
La feuille commémorant les 40 ans de l'Imprimerie de Périgueux a été imprimée sur presse typographique à plat de type Heidelberg.
L'impression des bandes phosphorescentes et du repère en noir, la dentelure et la découpe des feuilles ont été préalablement effectuées sur une presse Hélio. Dans un second temps les timbres ont été imprimés sur une presse typographique à plat.
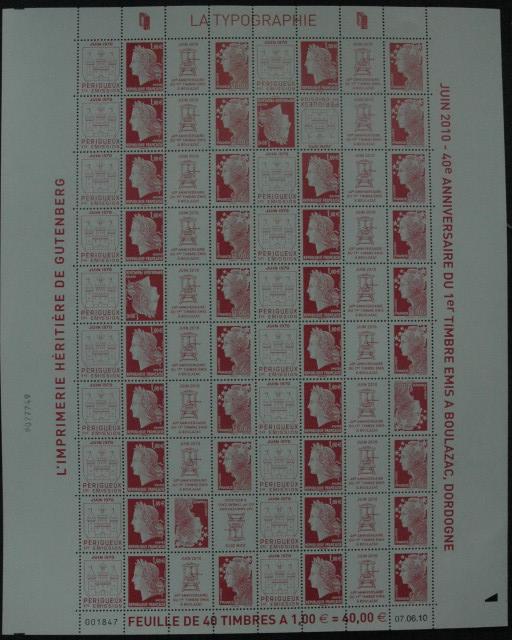
Les bandes phosphorescentes sont imprimées uniquement sur le timbre 1.00FF rouge « Marianne et l'Europe ».
(Repère
imprimé en héliogravure pour permettre un repérage du perforage
et de la coupe)
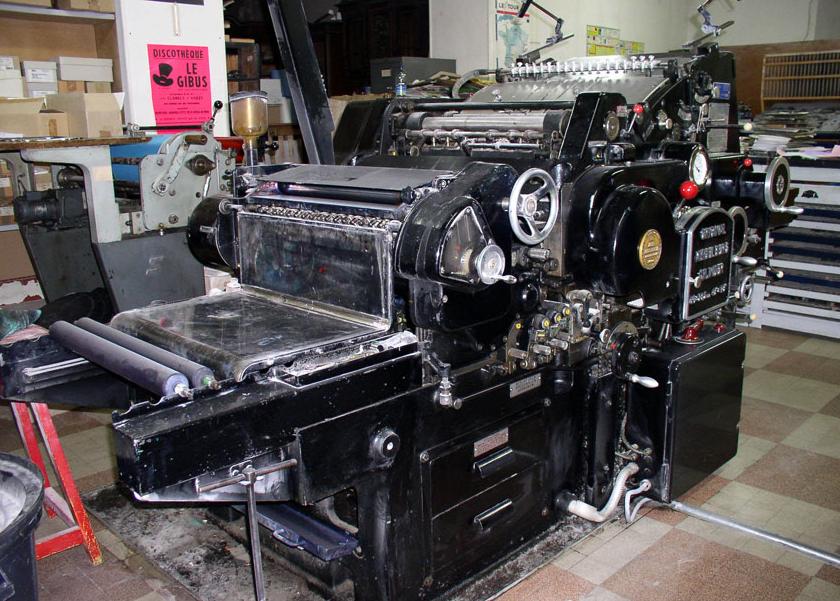
(Presse
Heidelberg à cylindre imprimant à plat)
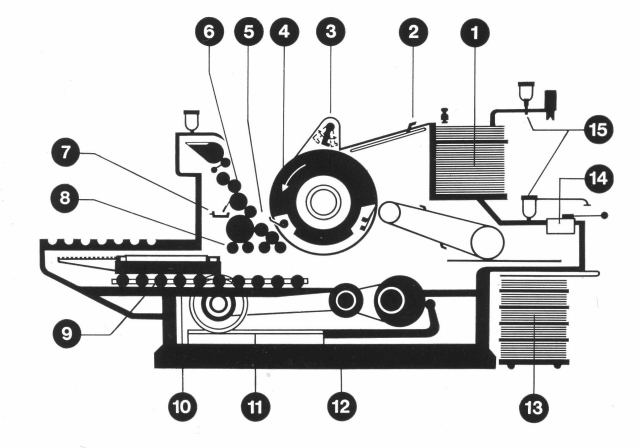
(Schéma
d'une presse Heidelberg à cylindre imprimant à plat)
![]()
2.3.6.4.
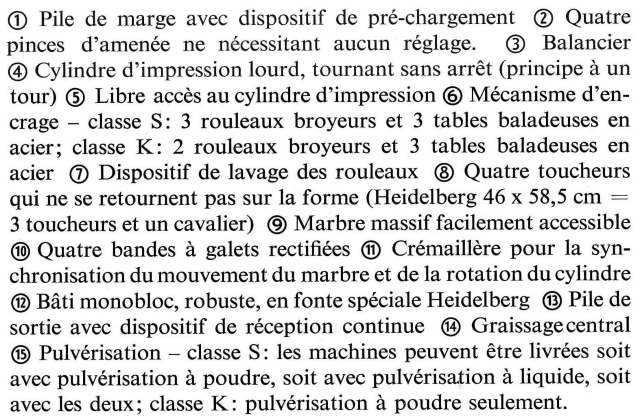
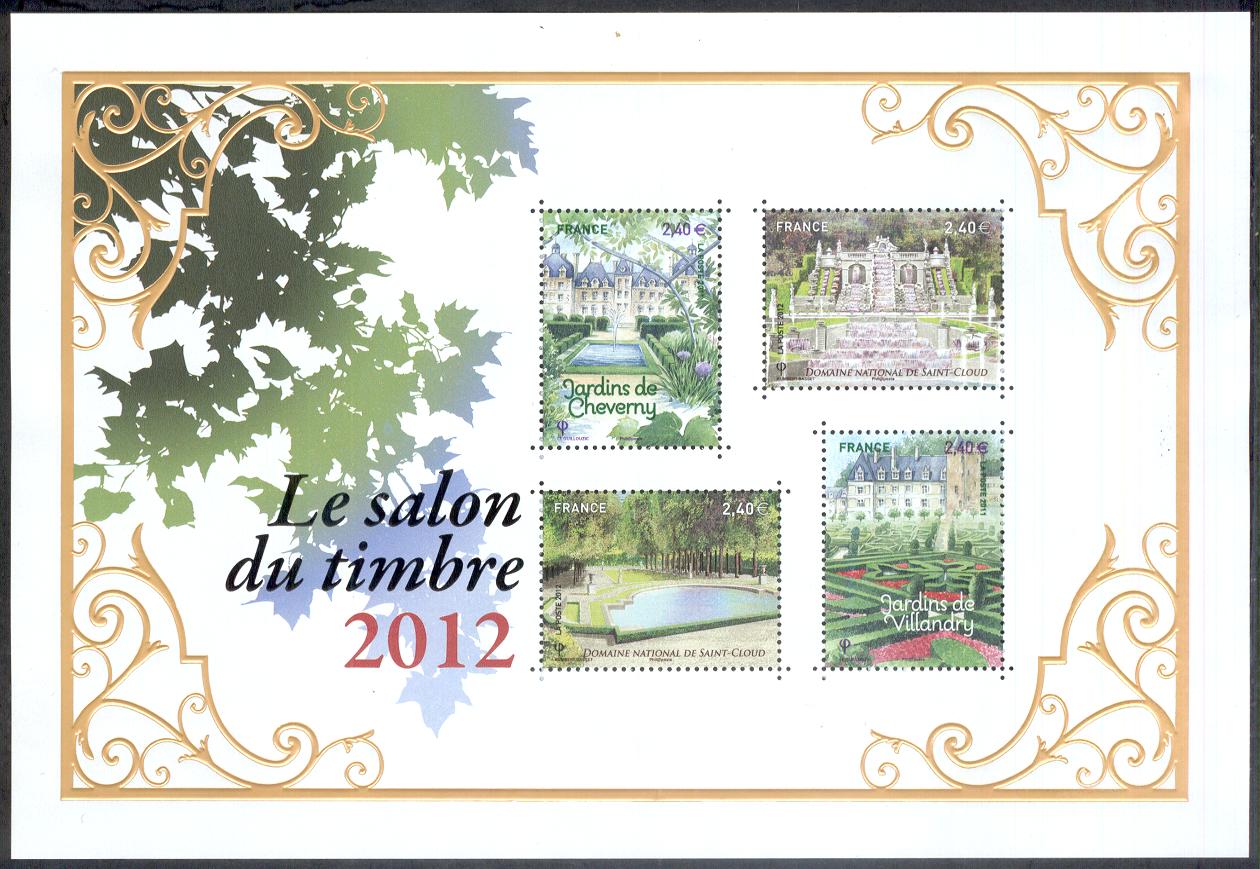
Dorure des blocs-feuillet du Salon Planète Timbres sur presse typographique
à plat
Les dorures présentes sur les blocs-feuillet imprimés spécifiquement lors des Salons Planète Timbres sont positionnées avec une presse typographique modifiée de type Heidelberg.
(Bloc-feuillet
doré « Le salon du timbre 2012 »)

(Presse
Heidelberg présente au Salon Planète Timbres)
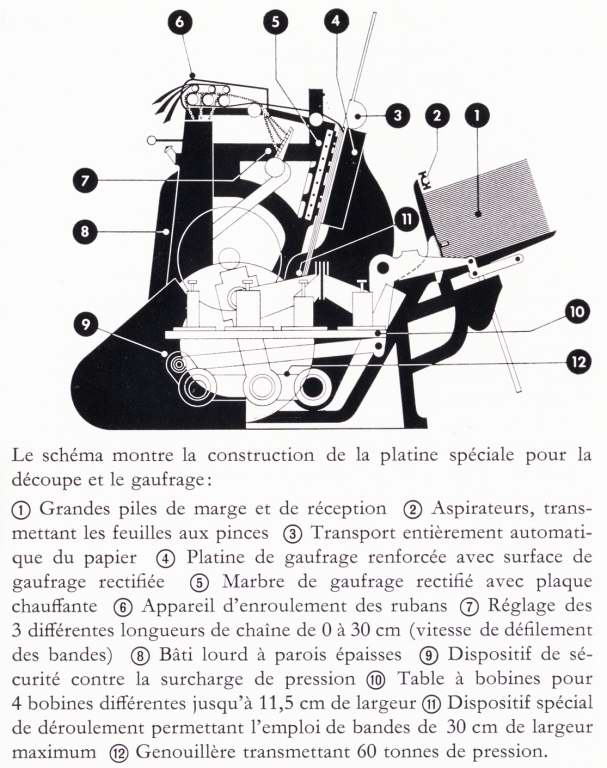
(Schéma
d'une presse Heidelberg à plat pour le gauffrage et la dorure)
Cette technique d'impression peut être combinée avec une impression en taille-douce, offset ou en héliogravure.
(4.50FF/0.69€ « Métallurgie 1900-2000 » émis le 09.12 00)
(Impression en taille-douce)
![]()